
Cleanroom HVAC systems are specialized, highly engineered solutions that play a critical role in maintaining contamination-controlled environments for industries such as pharmaceuticals, healthcare, food, and electronics.
They require precise design, careful installation, and ongoing maintenance to ensure strict compliance with standards for:
Our HVAC solutions are designed for efficiency, reliability, and sustainability, ensuring cleanrooms remain fully compliant with GMP, ISO 14644, and FDA guidelines while supporting long-term operational success.

The HVAC system is the “Heart” that makes sure you can obtain the certifications required for your cleanroom, while the walls and ceilings are the “Body” of the cleanroom area.
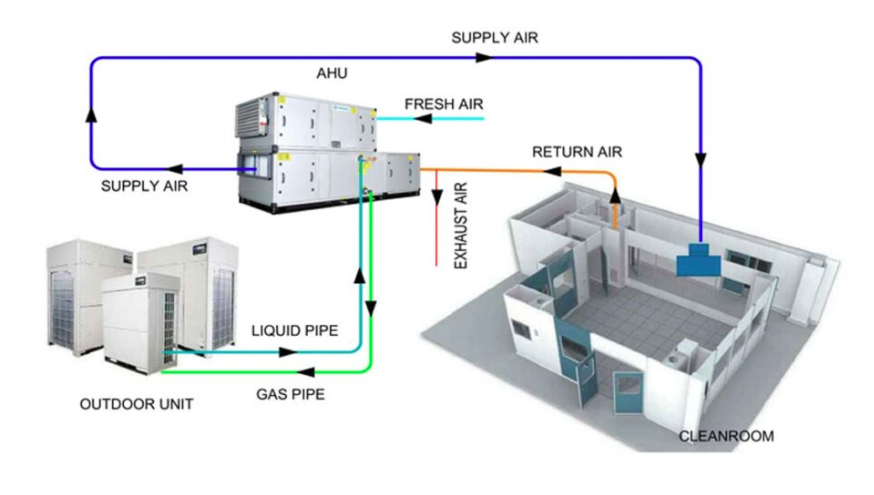

Efficiently conditions and circulates air to maintain optimal temperature, humidity, and air quality in HVAC systems.

Engineered for cleanroom ceilings, these units ensure uniform airflow, enhanced particle control, and hassle-free installation.

High-efficiency air filtration for clean, controlled environments across pharma, healthcare, food, and microelectronics.

Jet Diffusers, Air Diffuser, Slot Diffuser, Round Diffuser
• Aluminum Grill, Diffuser Grill, Inline Fan
• Volume Control Damper, Fire Damper
• Air Louvers, Aluminum Louvers

Engineered Dehumidifiers: Precisely designed to meet the most stringent humidity control needs across pharmaceuticals, food, chemicals, defense, electronics, and power industries.
High-performance AHUs constructed from 16G galvanised iron with powder coating, available in vertical or horizontal configurations. Optional stainless steel construction for corrosive environments. Modular, walk-in design facilitates maintenance and accessibility.
EC fans with permanent magnet motors deliver up to 25% energy savings, extending to 60% with optimised configurations. Modulating dampers and variable speed control maintain efficiency across load variations.
BMS-compatible controls with real-time monitoring accessible via PC, tablet, or mobile device. Integrated automation enables predictive maintenance and remote diagnostics for reduced downtime.
Optional UV lamps for sterilisation, heat recovery systems, and advanced filtration. Cooling capacity range: 30 – 800 kW, accommodating diverse application requirements from laboratories to large-scale manufacturing.
")
Ultra-Clean Air Delivery
Self-contained systems integrating HEPA filters, fans, and intelligent controls. Provide continuous supply of particle-free air for cleanrooms, laboratories, and controlled environments. Efficiently eliminate hazardous airborne particles from recirculating air streams.
")
Localised Positive Pressure
Create targeted positive pressure zones, minimising contamination risks from ceiling bypasses. Unlike conventional pressurised plenums, FFUs deliver stable, energy-efficient performance with superior contamination control.
")
Pharmaceutical & Healthcare
Widely deployed across health sciences, pharmaceuticals, food and beverage, and microelectronics sectors. Ensure process reliability, operator safety, and regulatory compliance with ISO and GMP standards.
Traditional and low-profile designs for standard ceiling installations, providing multi-directional airflow with uniform temperature distribution.
Architectural linear designs for perimeter installations, offering precise airflow control and discreet aesthetic integration.
Rotational airflow patterns for large-space applications, ensuring draft reduction and enhanced occupant comfort.
Air distribution components designed to evenly supply conditioned air within cleanrooms and HVAC systems. Features draft reduction, uniform temperature distribution, and architectural finishes to match building aesthetics whilst maintaining performance.
Available in manual or motorised configurations for flexible system integration. Enable precise air balancing and shut-off control for commissioning and maintenance operations.
Control temperature and humidity levels within specified parameters. Contribute to energy optimisation by modulating airflow to match actual demand rather than fixed maximum rates.
Support fire and smoke containment strategies through automatic closure mechanisms. Interface with building fire detection systems for coordinated safety responses.
Thermal break aluminium profiles prevent condensation. Double-skin GI panels with PUF insulation. Inner sheet options: GI coated, SS 304, or SS 316 for corrosion resistance.
PLC + HMI system with 4.5″ display or 7″ touch interface. Fully integrated BMS compatibility. Data logging and remote access capabilities for predictive maintenance.
Heating options: electrical, gas, or steam input. SRPHCS (Self-Regulating Precise Heating Control System) reduces energy consumption. Pre/post cooling and heating modules available. VFD-controlled fans optimise process air handling.
Swedish-origin rotor wheel in vertical configuration. Durable construction ensures long service intervals. Optional FC centrifugal fans (standard) or EC/plug fans (high-efficiency).
Standard AHU, Smart AHU, and specialised terminal units
FFUs, terminal HEPA systems, and advanced filter banks
Diffusers, grilles, and duct accessories for complete systems
Dampers, VAV systems, and integrated automation platforms
Complete turnkey solutions from concept through commissioning for cleanrooms, laboratories, pharmaceutical facilities, food processing plants, and microelectronics manufacturing environments. Our engineered systems deliver precise temperature, humidity, and particulate control whilst optimising energy efficiency and operational reliability.

End-to-end factory design and engineering solutions for future-ready industries.